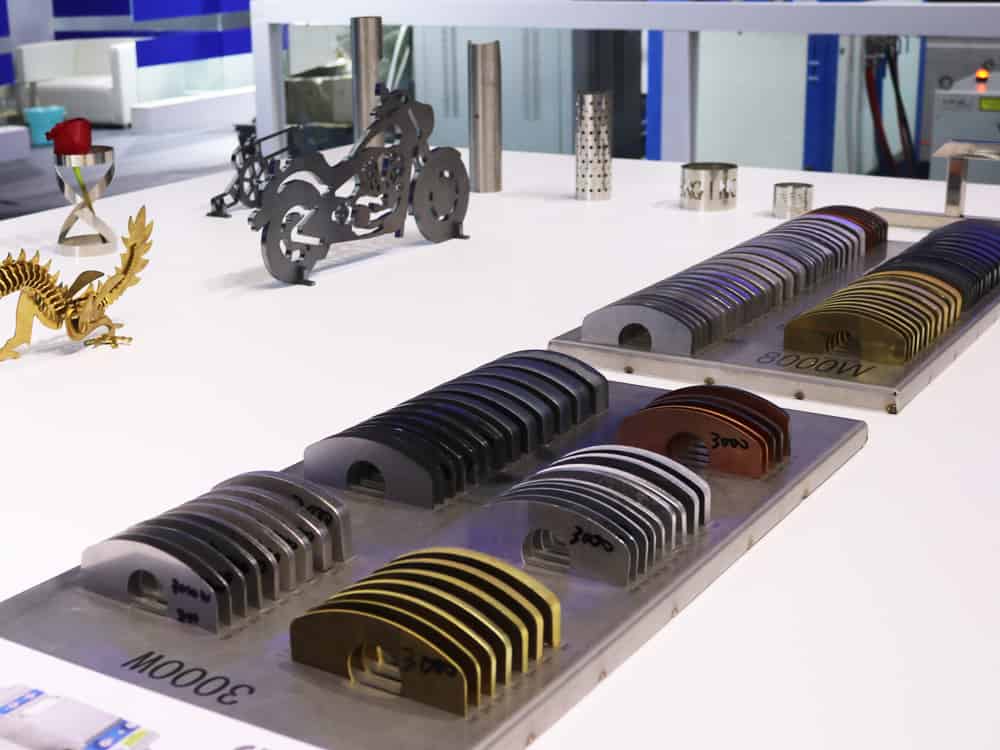
Carbon Steel
Mild steel with more than 99% iron content is suitable for oxygen melting laser cutting. The oxidation reaction of the iron generates a large amount of heat, which reduces the energy requirement of the laser, and in addition oxygen is able to freely enter the molten material through the layer of iron oxide caused by the oxidation reaction. Due to the low viscosity of the oxidized slag, it is easily blown away by the air flow. Therefore, the laser cuts mild steel with high speed and a smooth kerf.
Stainless steel
High-pressure nitrogen is generally used for cutting stainless steel, with high laser energy, white and bright cut without oxidation or discoloration, and less burrs. If cutting with oxygen, under the same power, the speed can be faster, but the kerf will oxidize and turn black. Considering that stainless steel contains different compositions of chromium or nickel, different models of stainless steel may require different cutting parameters and the results vary.
Copper
Copper is very similar to aluminum in that brass is highly reflective of laser light, but red (purple) copper requires oxygen blowing for better cutting. There will be burrs on the back side.
Aluminum
Aluminum and its alloys require the use of higher energies to cut better due to their high reflectivity to laser light. Auxiliary gases for cutting can be air or nitrogen. The cuts are relatively white, but both air and nitrogen cuts have a small amount of foamy hairy edges on the back side, but they are easily removed.
Titanium and its alloys
Oxygen cutting produces a violent reaction as the oxidation of titanium releases a large amount of heat energy. Although fast, it can easily lead to excessive burning of the cut. Generally, air is used for cutting. There is a small amount of slag on the backside, but it is easy to remove, so it is easier to control the cut. Nitrogen cutting also reduces the problem of oxidative contamination, but the thermal effect of the kerf can easily change the mechanical properties of the material.