Aço carbono
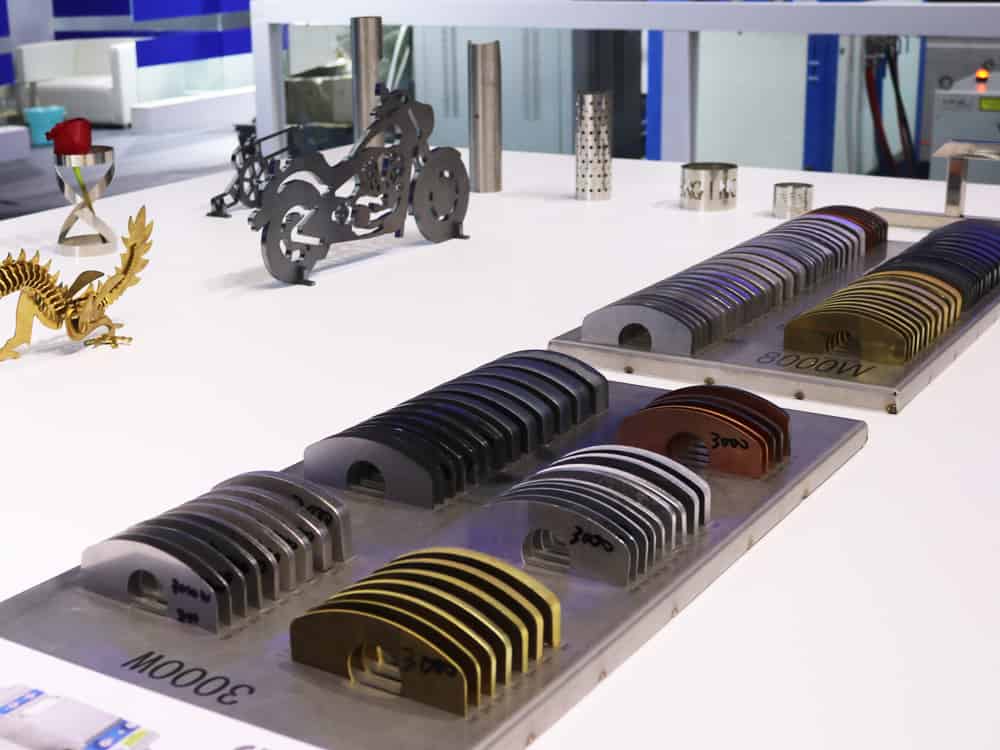
O aço-carbono com teor de ferro superior a 99% é adequado para corte a laser por fusão de oxigênio. A reação de oxidação do ferro gera uma grande quantidade de calor, o que reduz a necessidade de energia do laser, e além disso o oxigênio consegue entrar livremente no material fundido através da camada de óxido de ferro causada pela reação de oxidação. Devido à baixa viscosidade da escória oxidada, ela é facilmente expelida pelo fluxo de ar. Portanto, o laser corta aço-carbono com alta velocidade e um corte suave.
Aço inoxidável
O nitrogênio de alta pressão é geralmente usado para cortar aço inoxidável, com alta energia laser, corte branco e brilhante sem oxidação ou descoloração e menos rebarbas. Se cortar com oxigênio, sob a mesma potência, a velocidade pode ser mais rápida, mas o corte irá oxidar e ficar preto. Considerando que o aço inoxidável contém diferentes composições de cromo ou níquel, diferentes modelos de aço inoxidável podem exigir diferentes parâmetros de corte e os resultados variam.
Cobre
O cobre é muito semelhante ao alumínio, pois o latão reflete altamente a luz do laser, mas o cobre vermelho (roxo) requer sopro de oxigênio para um melhor corte. Haverá rebarbas na parte de trás.
Alumínio
O alumínio e suas ligas requerem o uso de energias mais altas para cortar melhor devido à sua alta refletividade à luz laser. Os gases auxiliares para corte podem ser ar ou nitrogênio. Os cortes são relativamente brancos, mas tanto os cortes de ar quanto os de nitrogênio têm uma pequena quantidade de bordas espumosas e peludas na parte de trás, mas são facilmente removidos.
Titânio e suas ligas
O corte com oxigênio produz uma reação violenta à medida que a oxidação do titânio libera uma grande quantidade de energia térmica. Embora rápido, pode facilmente levar à queima excessiva do corte. Geralmente, o ar é usado para cortar. Há uma pequena quantidade de escória na parte traseira, mas é fácil de remover, facilitando o controle do corte. O corte com nitrogênio também reduz o problema de contaminação oxidativa, mas o efeito térmico do corte pode facilmente alterar as propriedades mecânicas do material.