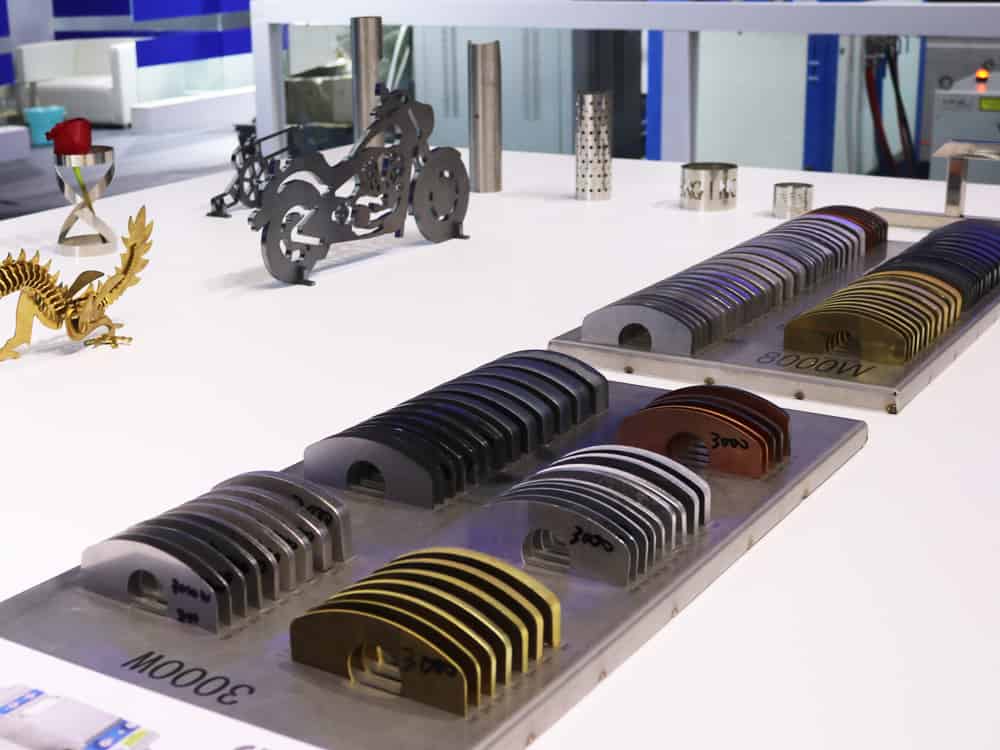
Acero carbono
El acero dulce con más de 99% de contenido de hierro es adecuado para el corte por láser con fusión de oxígeno. La reacción de oxidación del hierro genera una gran cantidad de calor, lo que reduce el requerimiento de energía del láser, y además el oxígeno puede ingresar libremente al material fundido a través de la capa de óxido de hierro causada por la reacción de oxidación. Debido a la baja viscosidad de la escoria oxidada, el flujo de aire la elimina fácilmente. Por lo tanto, el láser corta acero dulce a alta velocidad y con una ranura suave.
Acero inoxidable
El nitrógeno a alta presión se utiliza generalmente para cortar acero inoxidable, con alta energía láser, corte blanco y brillante sin oxidación ni decoloración y menos rebabas. Si se corta con oxígeno, con la misma potencia, la velocidad puede ser más rápida, pero el corte se oxidará y se volverá negro. Teniendo en cuenta que el acero inoxidable contiene diferentes composiciones de cromo o níquel, diferentes modelos de acero inoxidable pueden requerir diferentes parámetros de corte y los resultados varían.
Cobre
El cobre es muy similar al aluminio en que el latón refleja mucho la luz láser, pero el cobre rojo (púrpura) requiere soplado de oxígeno para un mejor corte. Habrá rebabas en la parte posterior.
Aluminio
El aluminio y sus aleaciones requieren el uso de mayores energías para cortar mejor debido a su alta reflectividad a la luz láser. Los gases auxiliares para el corte pueden ser aire o nitrógeno. Los cortes son relativamente blancos, pero tanto los cortes de aire como los de nitrógeno tienen una pequeña cantidad de bordes peludos y espumosos en la parte posterior, pero se eliminan fácilmente.
Titanio y sus aleaciones.
El corte con oxígeno produce una reacción violenta ya que la oxidación del titanio libera una gran cantidad de energía térmica. Aunque es rápido, puede provocar fácilmente una quema excesiva del corte. Generalmente se utiliza aire para cortar. Hay una pequeña cantidad de escoria en la parte posterior, pero es fácil de quitar, por lo que es más fácil controlar el corte. El corte con nitrógeno también reduce el problema de la contaminación oxidativa, pero el efecto térmico de la ranura puede cambiar fácilmente las propiedades mecánicas del material.